

Description
Butt-weld elbow is an elbow formed by steel hot pressing or forging. Its connection form is to directly butt-weld the elbow with steel pipes. The main manufacturing standards for butt-weld elbows are generally GB/T12459, GB/T13401, ASME B16.9, SH3408, SH3409, HG/T21635, HG/T21631 and SY/T0510.
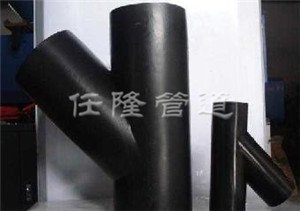
Butt-weld elbows are generally available in 45-degree elbow, 90-degree elbow, 180-degree elbow and other types, with materials including carbon steel, alloy steel and stainless steel.
Butt-weld elbows are usually welded at the pipeline construction site. Due to different welding standards for various pipelines, on-site welding shall be carried out according to the weld grade of the pipeline. Butt-weld elbows have weld seams.
After the completion of welding construction of butt-weld elbows, rust prevention or anti-corrosion treatment shall be conducted according to the actual conditions or external environment of the pipeline, so as to avoid rusting or corrosion at the weld seam of the elbow which would shorten its service life.
Before welding the butt-weld elbow, to prevent welding deformation, align both ends of the outer tiles on both sides of the integrally assembled elbow and reinforce them with stainless steel arc plates and keels. Conventional welding requires argon-filled welding. Considering the welding cost and the large diameter of the miter elbow which makes argon filling difficult, two welders are arranged to perform symmetrical welding simultaneously inside and outside during welding based on the above comprehensive factors. This method not only effectively solves the problem of argon filling but also achieves good forming effect. The argon spot continuous welding process is adopted. The welding electrode selected is A022, and the welding wire is HOOCr21Nil0. The bottom layer is welded with argon arc welding. Before electric welding operation, brush lime powder within 100mm on both left and right sides of the weld to prevent spatter from adhering to the pipeline surface, and adopt small current for electric welding operation with multi-layer multi-pass continuous welding. After the overall welding is completed, polish the welding spots and spatter on the surface of the butt-weld elbow, conduct non-destructive testing on the prefabricated welded tiles, and perform pickling and passivation on the inner and outer weld surfaces. Transport the pickled elbows to the installation site for on-site installation.




Reviews
There are no reviews yet.